
Ontvang een offerte

+86-18862679789


admin@evertopest.com

de extrusieprestaties verschillen bij verschillende rotatierichtingen?
Bij de materiaalmengverwerking bepalen de prestaties van de dubbelschroefsextruder rechtstreeks het materiaalmengeffect, de productie-efficiëntie en de kwaliteit van het eindproduct. Afhankelijk van de draairichting van de schroef, zijn dubbelschroefsextruders verdeeld in meedraaiende dubbelschroefsextruders en tegengesteld draaiende dubbelschroefsextruders, en het belangrijkste verschil tussen de twee ligt in de richting van de schroefrotatie. Wat slechts een verschil in de draairichting lijkt te zijn, resulteert in significante verschillen tussen de twee wat betreft verwerkingseigenschappen, mengcapaciteit en productcompatibiliteit.
Het belangrijkste verschil tussen meedraaiende dubbelschroef en tegengesteld draaiende dubbelschroef ligt in het interactieproces van de schroeven:
• Wanneer de twee schroefdraden van een meedraaiende dubbele schroef het materiaal duwen, wordt hun stuwkracht over elkaar heen gelegd;
• Wanneer de twee draadlijnen van een tegengesteld draaiende dubbele schroef materiaal duwen, heffen hun krachten elkaar op.
Dit bepaalt het basiswerkingsprincipe en de prestatiekenmerken van zowel meedraaiende als tegendraaiende dubbele schroeven.
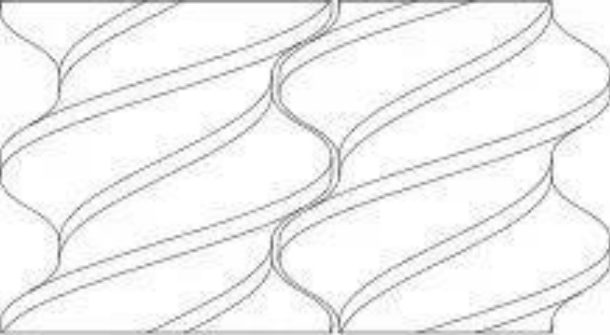
Figuur 4 Passing van meedraaiende dubbele schroef
De koppelmodus van de meedraaiende dubbele schroef wordt getoond in Figuur 4. De twee schroeven van de meedraaiende dubbele schroef draaien in dezelfde richting en de schroefdraad is beide rechtshandig. De bepaling van de materiaaltransportrichting is dezelfde als die van de enkele schroef.
De koppelmodus van de tegengesteld draaiende dubbele schroef wordt getoond in Figuur 5. De twee schroeven van de tegengesteld draaiende dubbele schroef draaien in tegengestelde richtingen, en de schroefdraden van de twee schroeven draaien in tegengestelde richtingen. De twee schroeven draaien naar buiten. Dat wil zeggen, langs de extrusierichting is de rechterkant de linkerschroef, die met de klok mee draait, en de linkerkant is de rechterschroef, die tegen de klok in draait.
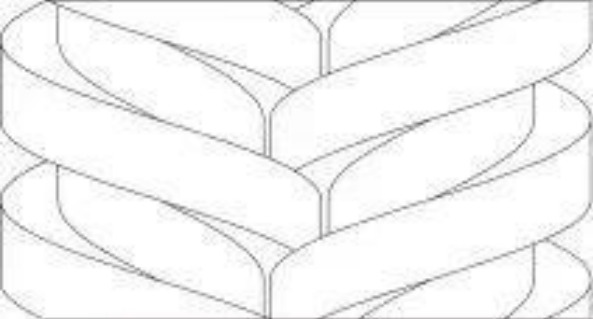
Figuur 5 Tegengesteld draaiende dubbele schroefpassing
Analyse van de resultaten van simulatie-experimenten
Fysiek veld
1
Drukveld
Zoals blijkt uit de drukwolkenkaart (Figuur 6) en de drukvariatiecurve (Figuur 7):
Bij het meedraaiende extrusieproces met dubbele schroef fluctueert de druk in het stromingskanaal. Verwijzend naar de structuur na de meedraaiende dubbele schroefpassing (Figuur 4), blijkt dat de drukfluctuatie op en neer fluctueert met de positie van de schroefrand. Dit komt omdat de schroefrand een hoog uitstekend deel van het schroefoppervlak is en het geëxtrudeerde materiaal wordt onderworpen aan sterkere extrusie- en schuifkrachten bij het passeren door de schroefrand, waardoor de druk vaak relatief hoog is ter plaatse van de schroefrand.
Bij tegengesteld draaiende extrusie met dubbele schroef neemt de druk in de runner eerst toe en vervolgens af in de extrusierichting, en treedt er lokale hoge druk op in de middenpositie. Verwijzend naar de structuur van de tegengesteld draaiende dubbele schroefpassing (Figuur 5), blijkt dat de lokale hoge druk optreedt op het ingrijpingspunt in het midden van de extrusierichting. Dit komt doordat de twee schroeven in tegengestelde richtingen draaien en de materiaalstroom tijdens het extrusieproces ongelijkmatig of geblokkeerd is, die zich ophoopt in de middenpositie en vervolgens de lokale hoge druk in het kanaal vormt.
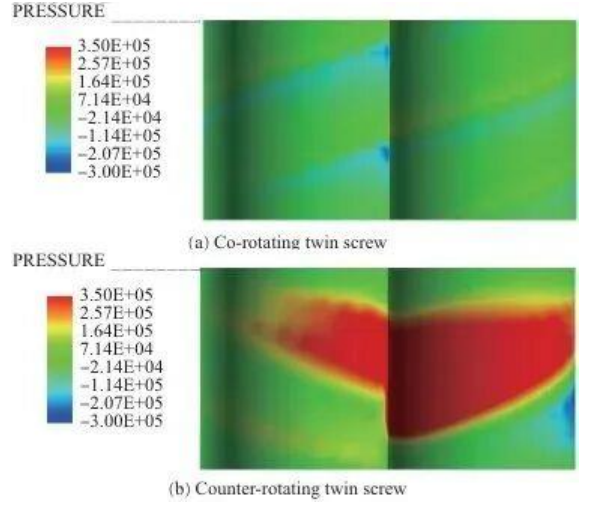
Figuur 6 Drukwolkdiagram in de runner tijdens het extrusieproces
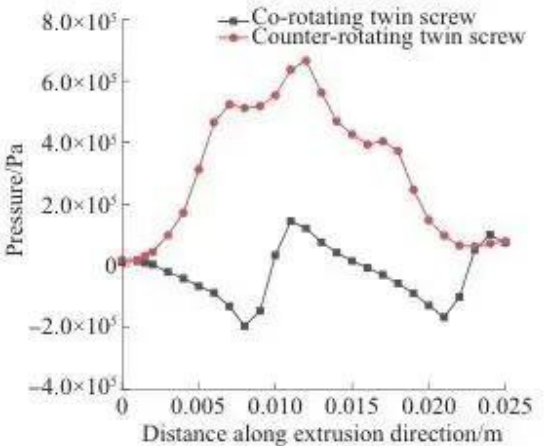
Figuur 7 Drukvariatiecurve
2
Veld met afschuifsnelheid
Zoals blijkt uit de schuifsnelheidswolk (Figuur 8) en de variatiecurve van de schuifsnelheid (Figuur 9):
Bij zowel meedraaiende extrusie met dubbele schroef als tegendraaiende extrusie met dubbele schroef is de afschuifsnelheid hoger bij de schroefrand en lager bij de schroefgroef. De reden voor dit fenomeen is dat het materiaal sneller stroomt in de nauwe openingen en dat de opening tussen de schroefruggen en de binnenwand van het vat kleiner is, waardoor de afschuifsnelheid hoger is, terwijl de opening tussen de schroefgroeven en de binnenwand van het vat groter is, dus de afschuifsnelheid is lager.
De plaatselijk hoge afschuifsnelheid in de tegengesteld draaiende dubbelschroef wordt veroorzaakt door lekkage.
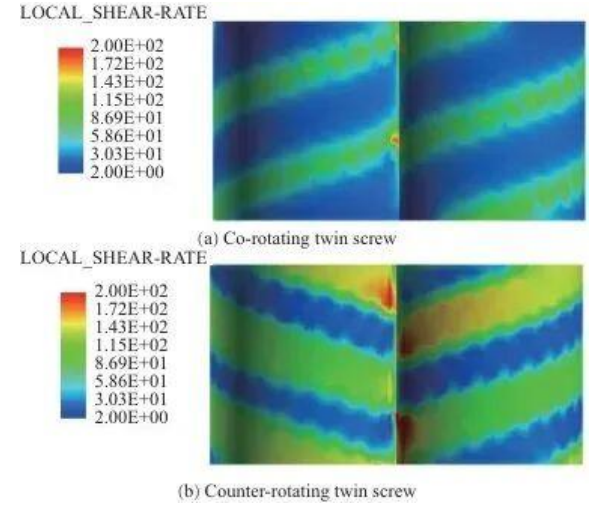
Figuur 8 Wolk van afschuifsnelheid tijdens extrusie
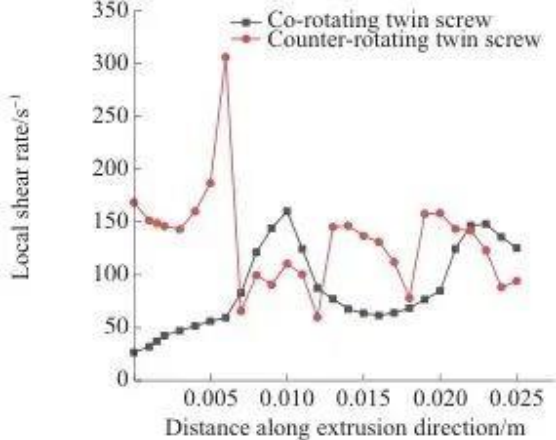
Figuur 9 Variatiecurve van de afschuifsnelheid
Mengen is hoofdzakelijk verdeeld in distributief en dispersief mengen.
Gedistribueerd mengen wordt gebruikt om het distributieproces van het materiaal te beschrijven, waarbij het materiaal voortdurend wordt herschikt en gericht onder druk van de schroefrotor;
Dispersief mengen wordt gebruikt om het proces te beschrijven waarbij de grootte van het materiaal verandert naarmate de materiaaldeeltjes voortdurend worden uitgerekt en afgeschoven. De tracerdeeltjesmethode werd gebruikt om wiskundige statistieken uit te voeren over trajectparameters zoals verblijftijd, distributie-index, scheidingsschaal en maximale schuifspanningsverdeling om de verschillen in mengprestaties tussen meedraaiende dubbele schroef en tegendraaiende dubbele schroef te analyseren.
Axiale mengprestaties
De verblijftijdverdeling is een belangrijke indicator voor het meten van de axiale mengprestaties van schroefelementen. Het beschrijft de verdeling van de verblijftijd van materialen in dubbelschroefsextruders in twee vormen: de cumulatieve verblijftijdverdelingsfunctie en de verblijftijdverdelingsfunctie, die respectievelijk worden uitgedrukt door de waarschijnlijkheidsfunctie en de waarschijnlijkheidsdichtheidsfunctie.
1 Cumulatieve verblijftijdverdeling
De cumulatieve verblijftijdverdelingscurve (Figuur 10) beschrijft de cumulatieve waarschijnlijkheidsverdeling van de verblijftijd van de vloeistof of het materiaal in de extruder.
Zoals weergegeven in Figuur 10 bedraagt bij de meedraaiende dubbele schroef de tijd waarop de tracerdeeltjes voor het eerst de loper verlaten 1,00 s, de tijd waarop ze de loper volledig verlaten is 54,82 s en de breedte van de verblijftijdverdeling is 53,82 s.
In de tegengesteld draaiende dubbele schroef bedraagt de tijd waarin de tracerdeeltjes voor het eerst uit het kanaal stromen 1,48 seconden, de tijd waarin ze volledig uit het kanaal stromen bedraagt 59,80 seconden en de breedte van de verblijftijdverdeling is 58,32 seconden.
De cumulatieve verblijftijdverdelingscurve van de meedraaiende dubbele schroef ligt boven de cumulatieve verblijftijd van de meedraaiende dubbele schroef, en een hogere curve geeft aan dat er op een gegeven moment meer deeltjes uit het kanaal stromen.
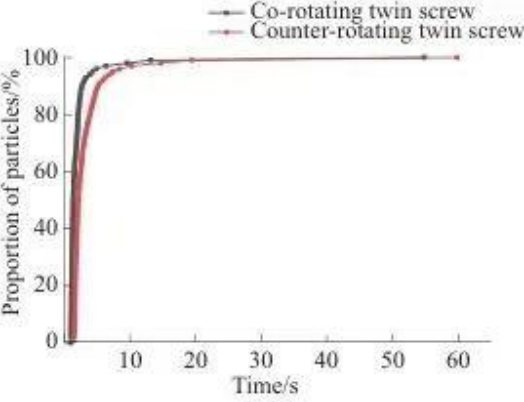
Figuur 10 Verdeling van de cumulatieve verblijftijd
2 Verdeling van de verblijftijd
De waarschijnlijkheidsdichtheidsverdelingscurve van de verblijftijd beschrijft de waarschijnlijkheidsverdeling van de verblijftijd van het materiaal in de extruder over verschillende tijdsperioden. Een hogere waarschijnlijkheidsdichtheid betekent een grotere waarschijnlijkheid van materiaalverblijf gedurende die periode, terwijl een lagere waarschijnlijkheidsdichtheid een relatief kortere verblijftijd aangeeft. Uit de waarschijnlijkheidsdichtheidsfunctie van de verblijftijdverdeling (Figuur 11) is bekend dat:
Bij de meedraaiende dubbele schroef wordt het merendeel van de deeltjes geconcentreerd na 1,00 tot 1,99 seconden, en bij de tegengesteld draaiende dubbele schroef wordt het merendeel van de deeltjes geconcentreerd bij 1,48 tot 2,97 seconden. De overeenkomstige curve van de meedraaiende dubbele schroef ligt verder naar links en de piek is hoger, wat aangeeft dat het transportvermogen van de meedraaiende dubbele schroef sterker is. De reden voor dit fenomeen kan zijn dat tijdens het meedraaiende extrusieproces met dubbele schroef het materiaal door de schroef met kracht langs een "∞" gevormd pad wordt getransporteerd.
Bij tegengesteld draaiende extrusie met dubbele schroef beweegt het materiaal in een "C"-vorm en mengt en reageert herhaaldelijk in de C-vormige kamer, wat resulteert in een langere verblijftijd.
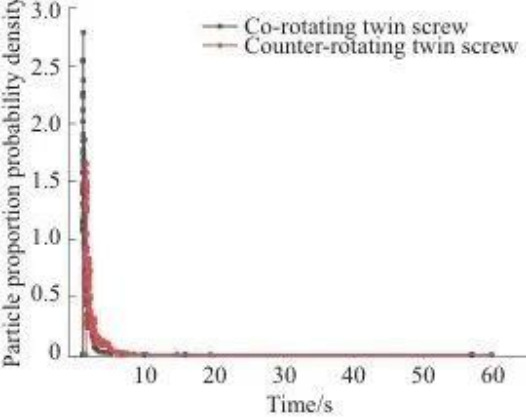
Figuur 11 Verdeling van de verblijftijd
Gedistribueerde mengprestaties
1 Distributie-index
Distributie-indices beschrijven de reologische eigenschappen en het vloeigedrag van geëxtrudeerde materialen. Uit de distributie-indexcurve (Figuur 12) blijkt dat de distributie-uniformiteit van de tegengesteld draaiende dubbele schroef beter is dan die van de meedraaiende dubbele schroef.
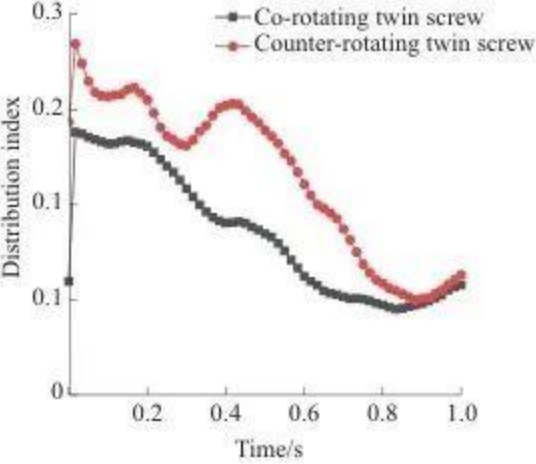
Figuur 12 Distributie-index
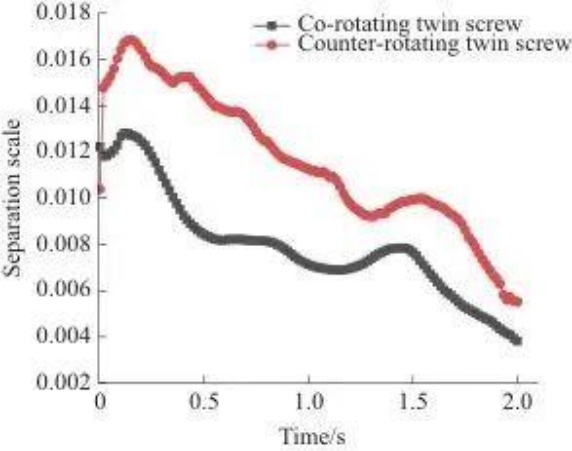
2 Scheidingsschaal
Scheidingsschalen kenmerken gedistribueerde mengprocessen. Figuur 13 toont de scheidingsschaalcurve. Op het eerste moment bevinden de twee deeltjes zich aan weerszijden van de inlaat, dus de waarde van de scheidingsschaal is groot. Naarmate de tijd toeneemt, neemt de scheidingsschaal af onder het schroefmengeffect, daalt de curve, wordt de mate van verdelingsmenging van oppervlaktedeeltjes geleidelijk dieper en is er een fluctuatieverschijnsel tijdens het proces, dat wordt veroorzaakt door de aggregatie van deeltjes tijdens het stromingsproces.
De scheidingsschaalcurve van de meedraaiende dubbele schroef ligt altijd onder die van de tegendraaiende dubbele schroef, wat aangeeft dat deze gelijkmatiger is verdeeld.
Figuur 13 Scheidingsschaal
Bij co-roterende extrusie met dubbele schroef roteren de twee schroeven in dezelfde richting en vormen een sterk afschuifeffect op het ingrijpingspunt, en het materiaal wisselt meerdere keren tussen de schroeven, wat helpt om een uniforme verdelingsmenging te bereiken.
Bij tegengesteld draaiende extrusie met dubbele schroef wordt het grootste deel van het materiaal vastgehouden in de C-vormige kamer, waarbij slechts een kleine hoeveelheid materiaal uit de opening stroomt om te worden onderworpen aan afschuiving en rek. De afdichting is goed, waardoor de onregelmatige stroming van het materiaal in de loper wordt verminderd, waardoor ook de uniformiteit van het mengsel wordt verminderd.
Dispersie- en mengprestaties
Het dispergeer- en mengproces is een proces waarbij de deeltjesgrootte steeds kleiner wordt. De schuif- en trekkrachten waaraan de materiaaldeeltjes worden blootgesteld, spelen daarbij een belangrijke rol.
De maximale schuifspanning die het tracerdeeltje ondervindt, geeft het afschuifproces aan dat het tracerdeeltje ondergaat tijdens het extrusieproces met dubbele schroef. Hoe groter het aandeel tracerdeeltjes is dat hoge afschuiving ervaart, hoe beter het schroefdispersie-effect.
Figuur 14 toont de waarschijnlijkheidscurve van maximale schuifspanning. Zoals uit figuur 14 blijkt, ligt de curve die overeenkomt met de tegengesteld draaiende dubbele schroef boven die van de meedraaiende dubbele schroef.
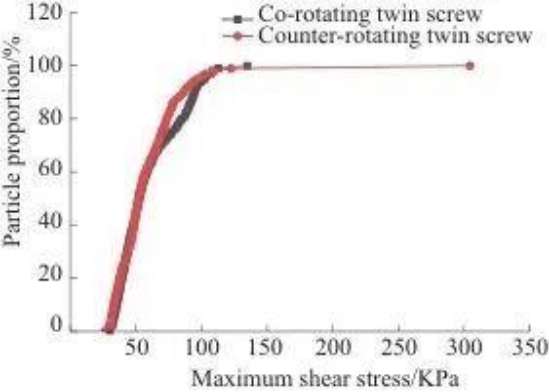
Figuur 14 Maximale waarschijnlijkheid van schuifspanning
Figuur 15 toont de curve van de waarschijnlijkheidsdichtheid van maximale schuifspanning. Uit figuur 15 blijkt dat de maximale schuifspanning die het deeltje ondergaat geconcentreerd is op de top van het uitsteeksel van de kromme.
De twee curvekenmerken geven aan dat de tegengesteld draaiende dubbele schroef een sterker verspreidingsvermogen heeft en sterkere schuif- en trekeffecten kan veroorzaken dan de meedraaiende dubbele schroef.
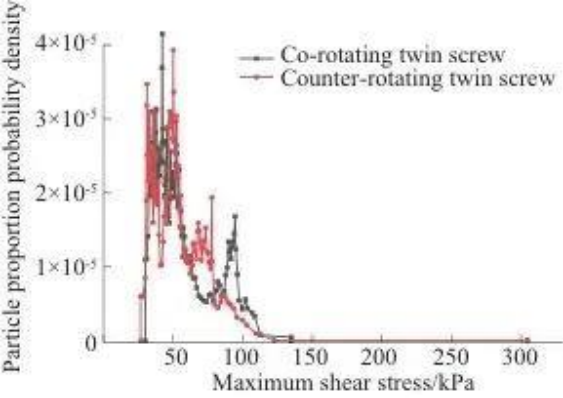
Figuur 15 Maximale waarschijnlijkheidsdichtheid van schuifspanning
Analyse van experimentele resultaten
Trek-impacttestanalyse
Figuren 17 en 18 tonen respectievelijk trek- en impacttestgegevens.
De treksterkte en treksterkte bij breuk van de materiaalspieën geëxtrudeerd door co-roterende dubbelschroefsextrusie waren iets hoger dan die geëxtrudeerd door tegengesteld draaiende dubbelschroefsextrusie.
De impactenergieabsorptie en slagsterkte van de materiaalspieën die worden geëxtrudeerd door de tegenschroefextrusie zijn iets hoger dan die geëxtrudeerd door de co-schroefextrusie.
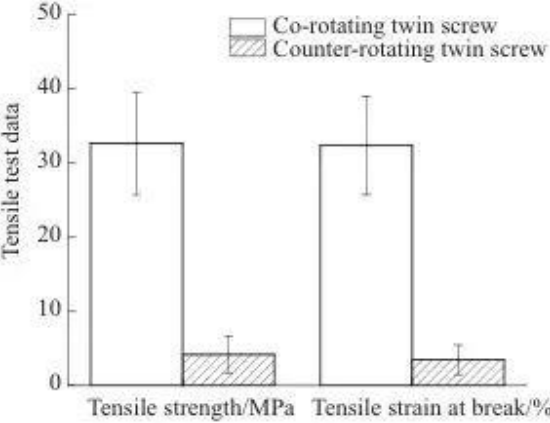
Figuur 17 Trekproefgegevens
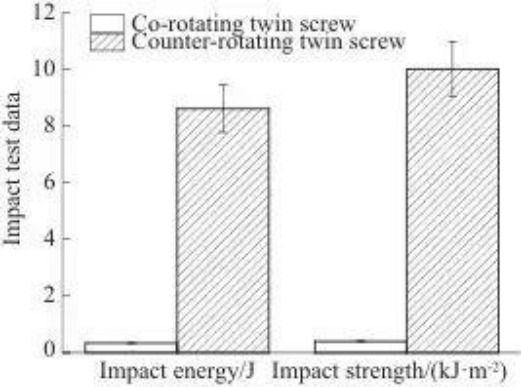
Figuur 18 Impacttestgegevens
Reologische testresultaten
De reologische eigenschappen van polymeren worden doorgaans weerspiegeld in de opslagmodulus (G'), de verliesmodulus (G') en de composietviscositeit (η*). De opslagmodulus weerspiegelt de elasticiteit van het materiaal, de verliesmodulus weerspiegelt de viscositeit van het materiaal en de composietviscositeit weerspiegelt het molecuulgewicht. De vloeibaarheid van de polymeersmelt hangt af van het vermogen van de segmenten van de moleculaire keten om te bewegen. Schroefextrusie verandert de moleculaire structuur van PLA, waardoor de moleculaire ketens breken en de viscositeit ervan afneemt.
Figuur 19 toont de curve van de composietviscositeit η* met hoekfrequentie. Uit figuur 19 blijkt dat η* afneemt met de toename van de hoekfrequentie.
Vanwege het structurele verschil heeft de tegengesteld draaiende dubbele schroef een sterker dispersie- en mengvermogen en breekt de moleculaire keten vollediger. Daarom is de η* van het materiaal dat wordt geëxtrudeerd door de tegengesteld draaiende dubbele schroef lager dan die van de meedraaiende dubbele schroef.
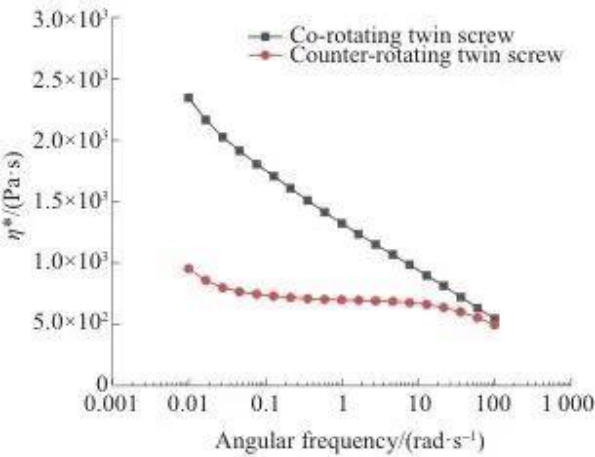
Figuur 19 Curven van η * met hoekfrequentie
Samenvatting
Voordelen van meedraaiende dubbelschroefsextruders:
• Het stromingsveld (vooral de druk) is relatief stabiel.
• Extreem sterk distributiemengvermogen, hoge uniformiteit van materiaalverdeling.
• Een korte verblijftijd van het materiaal en een hoge transportefficiëntie vergemakkelijken de verwerking van warmtegevoelige materialen en verminderen het risico op thermische degradatie.
• De geëxtrudeerde producten hebben betere trekeigenschappen.
Voordelen van tegengesteld draaiende dubbelschroefsextruders:
• Sterker drukopbouwend vermogen (maar pas op voor mogelijke lokale hogedruk).
• Intensievere afschuiving, superieure dispersie en mengvermogen. Het kan een sterker rekeffect bieden.
• Langere verblijftijd en bredere verspreiding van materialen, geschikt voor processen die voldoende reactie- of mengtijd vereisen.
• Geëxtrudeerde producten hebben een hogere slagvastheid en een lagere smeltviscositeit (grondigere moleculaire ketenbreuken).
Een Een productielijn voor niet-brandbare, vuurvaste composietpanelen is een productiesysteem dat is ontworpen voor de vervaardiging van met metaal beklede composietpanelen waarvan het kernmateriaal voldoet aan de hoogste niet-brandbaarheidsclassificatie die word...
View MoreFR-grondstof is de vlamvertragende kernverbinding die wordt gebruikt in brandwerende aluminium composietpanelen, en wordt over het algemeen in twee vormen geleverd: korrels, dit zijn de ruwe pellets die in extrusieapparatuur worden gevoerd, en kernrol of kernspiraal, de ...
View MoreEen complete productielijn voor panelen staat of valt zelden alleen op de hoofdpers of lamineereenheid. In de praktijk is de hulpapparatuur voor paneelproductielijn opstellingen – nivelleringsmachines, delaminatie-eenheden, hefplatforms, coaters, droogmengers, ka...
View MoreEen Productlijn aluminium kleurcoating is het apparatuursysteem dat wordt gebruikt voor het aanbrengen en uitharden van een duurzame kleurafwerking op aluminium spoel of strip in een continu, geautomatiseerd proces, en het is een pra...
View More
Industriële clusters van Tanshang Village, Ganghua Road, Jingang Town, Zhangjiagang City, Jiangsu Prvince, China

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
Auteursrecht © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Alle rechten voorbehouden. Fabrikanten van productielijnen op maat voor composietpanelen






.")